

1. 서 론
1.1 해양매립 초대형 발파 프로젝트의 중요성
1.2 암 파쇄도가 부지조성 공사에 미치는 영향
1.3 연구개요
2. 대규모 해양매립 발파 프로젝트 사례 분석
2.1 프로젝트 국내·해외 비교(발파작업 중심으로)
2.2 암 매립재료(첵랍콕 프로젝트)
2.3 암 매립재료 크기 제한 배경
2.4 부적절한 매립재료 적용 시 문제점
3. 발파 파쇄도 향상에 대한 영향요인
3.1 발파 전체 생산성과 파쇄도의 관계
3.2 파쇄도 영향 요인
4. 적정 매립재료 생산을 위한 발파설계
4.1 분산장약 및 포켓차지 공법 개요
4.2 포켓차지 시뮬레이션
5. 결과 분석 및 토의
5.1 발파 과정 비교분석(일반장약 및 포켓차지)
5.2 포켓차지 상부 전색재료
5.3 천공장 증가에 따른 발파효과 분석
5.4 포켓차지 현장적용에 대한 제언
6. 결 론
1. 서 론
1.1 해양매립 초대형 발파 프로젝트의 중요성
부산광역시 강서구 일원에 건설이 예정된 신공항은 국토의 균형발전 및 국가경쟁력 강화에 이바지함을 그 목적으로 해당 특별법에서 규정하고 있으며, 기존에 유례가 없던 대규모 해양매립 부지조성 공사를 포함하고 있는 대한민국의 중요한 국가건설 사업 중 하나이다. 이 프로젝트는 해양매립 부지조성을 위한 초대형 발파 작업에서부터 시작하여 해양 매립을 포함한 다양한 공정을 거치게 된다. 특히, 적절한 해양매립 암 재료를 확보하는 것은 매립공사의 중요한 핵심 과제 중 하나라고 할 수 있다.
대규모 해양매립 부지조성 공사는 마이닝의 본질적인 속성을 지닌다. 이 프로젝트는 대규모 발파를 통해 필요한 암 매립 재료를 확보하는 과정에서, 유용 자원 생산이라는 마이닝의 기본 원리와 밀접하게 연결되어 있다. 발파 작업으로 약 1.56억 m3의(가덕도신공항건립추진단, 2024) 암반을 유용한 재료로 전환하는 과정은, 전통적인 광산 채굴 작업과 유사한 맥락에서 이해할 수 있다.
즉, 매립에 사용되는 암석은 광산에서 생산되는 자원과 유용성이라는 목적성 측면에서 유사하게 간주할 수 있으며, 이는 발파 기술을 활용하여 암반을 매립 재료로 전환하는 과정이 유용 자원 생산이라는 광산의 본질적인 목적과 일치함을 의미한다. 이 과정은 단순한 암반 파쇄를 넘어, 파쇄된 재료가 해양 매립 부지조성에 어떻게 효율적으로 활용될 수 있는지에 대한 광범위한 계획과 체계적인 접근을 요구한다. 이는 광산에서의 재료 생산 및 처리 과정과 매우 유사하므로, 해당 프로젝트는 기존의 암 깎기 및 굴착의 토목 공학적 방식을 넘어서 마이닝 기술과 발파 기술을 접목한 새로운 공학적 도전을 제시한다. 이러한 접근은 해양매립 부지조성 발파공사를 마이닝의 관점에서 접근하는 것이 필요함을 강조하며, 매립 재료의 생산과정을 최적화하고 발파로 인한 다양한 기술 및 환경적 문제들을 예측하고 효과적으로 대응하기 위한 것이다.
1.2 암 파쇄도가 부지조성 공사에 미치는 영향
좋은 발파 파쇄 결과는 마이닝에서 막대한 비용 절감을 이룰 수 있다. 비슷한 암반 조건에서 이루어진 발파라 할지라도 발파공법의 차이에 의하여 서로 다른 파쇄 결과를 가져올 수 있다. 계획적으로 잘게 부서진 암 버력은 후속 파쇄 및 분쇄에서 훨씬 더 많은 에너지를 절약할 수 있을 것이다. 즉, 좋은 발파설계는 암 파쇄 또는 적재, 운송 등 여러 후속 공정에도 많은 영향을 보이게 된다고 볼 수 있다. 1970년대부터 발파에 의한 암석 파쇄도의 결과가 후속 공정인 적재, 운반 및 분쇄와 같은 다른 작업에 영향을 미치는 것으로 인식되기 시작하였다. 이 시기에 최적의 발파를 통해 암 파쇄도를 향상하는 기술이 중요한 연구주제로 부상하기 시작하였다(Zeggeren and Chung, 1975).
Nielsen(1984)은 발파로 잘 파쇄된 암석은 이후의 분쇄 및 그라인딩 작업에 필요한 투입 에너지를 줄일 수 있다고 보고하였다. Jaeger et al.(1986)은 주사전자현미경(scanning electron microscope, SEM)을 통해 발파로 생성된 암석 조각에 수많은 균열이 있음을 발견하였고, 이러한 균열이 분쇄 및 그라인딩에 유리하게 작용한다고 하였다. McKee et al.(1995)은 발파에 따른 평균 파쇄입도 결과와 이후 후속 공정인 광물 처리 및 분쇄 과정과의 상관관계가 있음을 많은 축소실험을 통해 입증하였으며, 이러한 내용은 파분쇄 지수(Nielsen and Kristiansen, 1996), 강도 영향(Kemeny et al., 2003), 암반파괴 및 P파 속도 영향(Roblee and Stokoe, 1989; Katsabanis et al., 2003)에 대한 연구를 통하여 그 내용이 보고되었다. 이후 많은 국가에서 최적 발파 파쇄에 관한 이른바 ‘mine-to-mill’ 연구가 시작되었다(McKee, 2013). 이 연구들은 광석의 전체 공정에서 53%의 에너지를 소비하고, 전체 광물 생산비용의 67%를 차지하는 파분쇄 공정의 에너지 효율이 극히 낮다는 사실에 주목하여 수행되었다. 발파와 드릴링 비용은 전체 광물 생산비용의 단 5%에 불과하지만(Spathis, 2015), 적절한 발파공학적 접근으로 기술적인 조치를 했을 때, 타 공정에서의 에너지 절감을 위한 기술적 방안 대비 상대적으로 높은 비용 효율적인 절감 효과를 볼 수 있다고 이해되기 시작하였으며, 이후 전 세계적으로 이러한 mine-to-mill의 개념은 보편화되었다.
1.3 연구개요
발파공사의 효율성을 극대화하는 것은 곧 프로젝트 비용의 절감과 시간 단축, 환경적 영향의 최소화로 직결되며, 이는 프로젝트의 성공적인 수행을 위한 핵심적인 요소이다. 본 연구에서는 대규모 채광발파의 마이닝 개념을 토대로 고안된 포켓차지(pocket charge) 공법을 통해 암반 파쇄의 효율을 극대화하고자 하는 방안과 접근법을 제안하고자 한다. 이를 통해 대규모 발파작업의 최적화뿐만 아니라, 해양매립 부지조성 공사에서의 매립 재료 생산과정의 효율성을 높이고, 결과적으로 해양매립 부지조성 공사의 전반적인 경제성과 시공성을 향상시키는 것이 연구의 최종목표라고 할 수 있다. 포켓차지 공법을 적용한 대규모 발파는 발파에너지를 효율적으로 분산시켜 암반 손상 범위를 넓혀 전체적인 발파효율을 높일 수 있다. 소량의 폭약을 사용하여도 최적의 발파 결과와 경제적인 급속 시공이 가능하다. 본 연구에서는 발파 동해석 프로그램을 통한 포켓차지 발파의 효과 검증과 함께 암 매립재료 생산을 위한 적정 발파설계와 방안을 제시하였다.
2. 대규모 해양매립 발파 프로젝트 사례 분석
본 연구에서의 “해양매립”은 공항, 항만, 인공섬 등의 인프라 구축에 필요한 부지를 확충하기 위하여 공유수면에 흙, 모래, 돌 등을 인위적으로 채워 넣어 토지를 조성하는 작업을 의미한다. 공유수면은 「공유수면 관리 및 매립에 관한 법률」에 따라 바다, 바닷가, 하천을 포함한다. 해양매립은 항만, 공항, 산업단지 등 대규모 인프라 구축 사업에서 최적 부지를 확보하는 중요한 수단으로 활용되어 왔다. 이러한 맥락에서 대형 인프라 조성을 위한 해양매립의 단위 규모가 점차 확대되고 국가의 중요 기반시설이 구축됨에 따라, 해양매립 부지에서의 지반침하에 대한 안전성 평가 및 관리의 중요성이 점점 더 강조되고 있다. 특히 매립재료의 선정은 지반침하에 중대한 영향을 미칠 수 있으며, 국외 대규모 해양매립 프로젝트에서는 지반침하를 최소화하기 위해 암 재료를 매립재료로 사용하는 사례 등이 있었다(Plant et al., 1998).
2.1 프로젝트 국내·해외 비교(발파작업 중심으로)
첵랍콕(Chek Lap Kok) 홍콩국제공항은 기존의 두 섬인 첵랍콕과 람차우를 발파하고, 해양지반을 매립하여 건설되었으며, 공항 부지면적 12.5km2 중 75%는 바다를 매립하고, 그 매립재료는 화강암 섬인 첵랍콕과 람차우 섬을 발파하여 재료를 확보하였다. 매립 및 절취를 위해 총 82백만 m3의 암석을 발파하였으며, 일주일에 7일, 연간 50주 동안 매일 90,000m3의 발파작업을 수행하였다. 이 과정에서 일일 60톤의 ANFO(ammonium nitrate fuel oil) 및 에멀젼 화약이 사용되었다. Table 1은 국내의 예정된 프로젝트와 홍콩 첵랍콕 프로젝트를 발파 공정 중심으로 비교한 내용이다. 국내 프로젝트는 발파공사만 약 40개월 동안 진행될 예정이며, 총 발파량은 첵랍콕의 거의 2배에 달해 작업의 복잡성과 어려움을 시사한다. 홍콩의 첵랍콕 프로젝트는 대형 마이닝 장비의 동원과 유연한 매립재료 선택을 통해 목표 공기를 달성했지만, 일부 무분별한 암 매립재료의 투입에 따라 장기적인 지반침하 문제를 초래했다(Plant et al., 1998). 반면, 국내 프로젝트에서는 매립재료의 기준을 엄격히 관리하여 매립재료의 품질을 철저히 통제할 계획이다. 첵랍콕 공항 프로젝트의 경우 목표 공사 기간을 맞추기 위해 인력과 장비를 극한으로 동원하여, 촉박한 발파 공사를 간신히 완료할 수 있었다. 이는 기존의 인력기반 측량, 설계, 드릴링, 발파 평가 방식이 초대형 발파 현장에 적합하지 않음을 나타낸다. 반면, 기술의 발전을 통해 국내 프로젝트에서는 Building Information Modeling(BIM)과 스마트 건설 방식을 채택하여 안전성과 효율성을 향상할 계획이다. 따라서, 스마트 발파 방안을 도입하여 BIM으로 발파를 설계하고, 스마트 드릴링 및 장약 작업을 통해 디지털 데이터 기반으로 실시간으로 발파 결과를 확인할 수 있는 첨단 시스템의 필요성이 제기되고 있다.
Table 1.
Comparative analysis of blasting operations in Hong Kong’s Chek Lap Kok and Korea’s Gadeokdo projects
2.2 암 매립재료(첵랍콕 프로젝트)
첵랍콕 프로젝트에서 암 매립재료는 초기 계획에 따라 A형(2,000mm 이하), B형(300mm 이하), C형(준설모래)으로 구분되었다(Table 2). 그러나 실제 공사에서 A형과 B형 재료의 분리는 경제적 측면에서 비효율적으로 판단되어 실질적인 시공에 어려움을 겪었다. 이를 해결하기 위해 발파 시공사는 말뚝 타설이 계획되지 않은 구역에 혼합석(A/B)을 매립할 수 있도록 홍콩 당국의 허가를 받았고, 매립재료 변경이 승인됨으로써 시공성을 향상할 수 있었다. 그러나 이러한 설계 변경은 매년 10mm의 지반침하를 초래하는 주요 원인이 되기도 하였다(Zhang et al., 2022).
Table 2.
Classification of rock fill materials used in the Chek-lap-kok airport blasting Project (Plant, 1998)
2.3 암 매립재료 크기 제한 배경
KCS 11 20 20 : 2023 쌓기(성토)에서는 “암 덩어리의 최대치수는 600mm를 초과할 수 없다고 하며, 쉽게 부서지거나 수침 반복 시 암 버력의 최대치수는 300mm 이하로 한다고 규정하고 있다(이규환 등, 2007). 즉, 해양매립을 위해 암 버력을 매립재료로 사용하기 위해서는 각각의 암석을 300mm 이하로 소할하여 사용해야 한다는 의미이다. 해양매립 암 재료를 300mm 이하로 규정하는 기술적 배경에 대하여 Table 3에 정리하였다.
Table 3.
Background for limiting marine fill rock material to 300 mm in diameter
| Category | Description | Reference |
|
Definition of fill materials |
∙ Cobble is limited to a diameter of 300 mm, recommended for dam construction groundwork. ∙ Rock fragments larger than 300 mm in diameter are defined as boulders. ∙ A maximum diameter of 300 mm is prescribed for embankment construction filling materials. | USBR, 1968 |
|
Standard specifications |
∙ Rock fill materials are regulated to have a maximum diameter of 300 mm for land fill construction. ∙ Compaction assessment becomes challenging for fill materials when their diameters exceed the standard plate diameter of 300 mm. ∙ Even with heavy compaction machinery, rock fill materials with large diameters are difficult to compact adequately |
KCS 11 20 20 KS F 24444 |
|
Pile driving compatibility |
∙ Excessively large fill materials complicate pile driving: diameters under 300 mm ease it, while over 600 mm make it challenging. | Plant, 1998 |
2.4 부적절한 매립재료 적용 시 문제점
Cui et al.(2023)의 연구에 따르면, 암 매립재료의 크기와 종횡비가 증가할수록 지반의 침하량도 증가하는 경향을 보였다. 반면, 균등지수(uniformity index)가 높을 때, 즉 암석 크기가 일정할수록 침하 발생이 감소하였다. 이는 암석의 직경과 종횡비가 클수록 개별 암석 간 접촉 시 변형 및 파괴 확률이 높아지며, 수침 과정 중 풍화로 인해 생성되는 파편이 침하에 영향을 미치기 때문이다. 이러한 현상은 Fig. 1에서 명확하게 설명된다.
기술적으로 잘 계획되지 못한 발파가 수행될 경우, 매립재료의 평균 직경이 커지고 불균질한 암석이 생산될 가능성이 있다. 암 버력의 파쇄입도 조절을 위해 매립재료의 기준 직경인 300mm 이하로 조정하기 위해서는 기계식 브레이커를 도입하여 개별적인 소할 작업을 수행하고, 필요에 따라 추가적으로 파쇄기(Crusher)를 사용하여 암 매립재료의 입도를 조절해야 한다. 이러한 추가적인 공정과 작업은 공사 기간과 비용을 증가시키는 요인이 될 수 있다. 파쇄입도 조절을 위한 어떠한 조치를 수행하지 않은 통상적인 대발파에서 소할 대상인 300mm 이상의 암 버력은 전체 약 50% 정도를 넘게 차지한다(Choi and Lee, 2004). 이러한 크기의 암석을 입도 조절 없이 그대로 해양매립 부지조성 공사의 매립재료로 사용할 경우, 장기적인 지반침하를 유발할 수 있으며, 파쇄입도 기준을 맞추기 위한 과도한 2차 소할작업은 추가적인 비용과 공사 기간을 증가시킬 수 있다.
3. 발파 파쇄도 향상에 대한 영향요인
최적의 발파효율을 달성하기 위해 Zhang(2008)은 초기 발파 단계에서 에너지 투입을 증가시키는 것이 후속 공정, 즉 적재, 운반, 또는 파쇄 과정에서 요구되는 에너지를 효과적으로 절감하여 전체적인 공정의 효율을 극대화한다는 사실을 입증하였다. 이는 발파 과정에서 장약량을 증가시키면 암석 파쇄도가 개선되어 전체 광산 작업의 효율성을 높일 수 있다는 점을 시사한다. 광범위한 국제 사례 연구에 따르면, 다수의 해외 광산들은 향상된 파쇄도를 달성하기 위해 높은 비장약량을 적용하여 광산의 생산성을 향상하였다(Kojovic et al., 1995; Strelec et al., 2000; Karageorgos et al., 2001; Paley and Kojovic, 2001; Kojovic, 2005). 특히, ‘mine to mill’ 프로젝트에서는 이러한 접근법을 채택함으로써 광산 생산성을 평균적으로 10 ~ 20%까지 증가시키는 성과를 보고하였다(McKee, 2013). 그러나 이러한 접근이 항상 성공적인 결과를 보장하는 것은 아니며, 비장약량을 무분별하게 증가시키거나 잘못된 발파설계를 적용할 경우 발파 실패와 같은 부정적 결과를 초래할 수 있다는 점은 주의 깊게 고려해야 할 사항이다. 높은 비장약량이 발파 공정의 효율성을 항상 보장하는 것은 아니며, 잘못된 적용은 오히려 부작용을 일으킬 수 있다는 점을 Zhang(2016a)은 강조한다.
3.1 발파 전체 생산성과 파쇄도의 관계
암반의 파쇄도를 향상시키는 것은 발파 공사의 효율을 크게 높이고 공사 기간을 줄이는 결정적인 요소로 작용한다. 잘 발파된 암석과 잘못 발파된 암석은 평균 입도에서 큰 차이를 보이며, 이 차이는 건설 및 광산 장비의 운용에 직접적인 영향을 미친다. 특히 굴삭기와 운송 트럭의 적재 효율은 크게 영향을 받으며, 파쇄도가 효율적일 경우 장비 운용을 최적화하여 광산의 전체 생산성을 약 22% 향상시킬 수 있다고 Doktan(2001)은 보고하였다. 효과적인 발파는 트럭에 더 빠르고 많은 양을 적재할 수 있게 하여 장비 운용의 효율을 높인다. 수많은 장비가 순환 운용되는 대규모 발파 현장에서 이러한 장비 운용의 효율성 개선은 공사 기간 단축과 비용 절감으로 이어진다.
Fig. 2는 광산 운영에서 발파 및 드릴링, 암석 파분쇄, 적재 및 운송이 전체 운영 비용에 미치는 영향을 나타낸다. 발파 및 드릴링은 전체 에너지 비용의 단지 2%만을 차지하나, 적재 및 운송과 파쇄 과정은 각각 35%와 53%로 대부분의 비용을 차지한다. 이러한 에너지 비중을 이해하는 것은 광산 운영의 효율성을 극대화하기 위해 필수적이다. 특히 발파와 드릴링 과정의 효율성을 향상시킴으로써 전체 비용을 쉽고 빠르게 절감할 수 있다. 발파 과정의 최적화는 암석의 적재와 운송 단계에서의 효율성을 또한 향상시키며, 이는 전체 운영 비용의 감소로 이어진다. 트럭의 적재 및 이동 과정의 효율성 개선은 순환 운용되는 전체 장비의 작업 시간을 단축시키며, 이는 발파 프로젝트의 전체 기간 및 비용을 줄이는 결과를 가져온다.
3.2 파쇄도 영향 요인
암석의 발파에 의한 파쇄는 폭약과 뇌관을 이용하여 파괴적인 하중을 암석에 적용하여 수행된다. 이 과정에 영향을 미치는 요소들은 주로 세 가지로 분류할 수 있으며, 이는 대상 암석, 사용된 화약의 종류, 그리고 발파에너지의 분배 및 효율성이다(Table 4). 이 중에서 현지 암반 조건은 조절 불가능한 요소로 간주되므로 배제한다. 발파 효과를 증가시키기 위해 종종 사용되는 방법 중 하나는 폭약의 폭발속도(velocity of detonation, VOD)를 증가시키는 것이지만, Ouchterlony(1997)에 따르면, 낮은 VOD를 가진 폭약의 VOD를 증가시키면 암반에 생성되는 균열 길이를 증가시키지만, 특정 수준 이상에서는 더 이상의 균열 길이 증가가 발생하지 않는다고 하였다. 또한, 정밀한 뇌관의 선택이 파쇄도에 중요한 영향을 미칠 수 있으나, 발파 디자인적 요소들을 적절히 결합하지 않으면 목표하는 암석 파쇄도를 달성하기 어려울 수 있다. 적절한 발파는 암석의 후속 파분쇄 효율을 향상시킬 수 있다. Adel et al.(2006)에 따르면, 비장약량을 증가시킬 때 Jaw crusher에 투입되는 전체 에너지 소비가 11% 감소했다. Ouchterlony(2010)와 Ouchterlony et al.(2015)의 연구에서도 비장약량을 38% 증가시켰을 때 평균 입도가 25% 감소하였으며, 이로 인해 트럭의 암석 적재 속도는 39% 이상 단축되었다고 보고하였다. 그러나 비장약량을 무조건 증가시킨다고 해서 발파 결과가 지속적으로 개선되는 것은 아니다. 비장약량이 증가함에 따라 발파 진동 및 소음이 증가하고, 이는 발파 실패의 확률을 높일 수 있다.
Table 4.
Main factors influencing rock fragmentation by blasting
분산장약(deck charge) 기술은 대규모 노천 발파에서 파쇄도를 향상시키기 위해, 발파공 내에서 전색재료 또는 에어쿠션을 이용하여 각 장약을 분리하여 발파하는 방법으로 도입되었다(Atlas Powder, 1987). 일반적으로 천공장이 짧은 경우에는 단일장약 방식이 주로 사용되지만, 발파공이 길고(발파공 직경 대비 장약길이가 20을 초과하는 경우) 규모가 큰 발파에서는 분산장약이 비용 효율성 면에서 우수한 결과를 제공한다(Hustrulid, 1999; Yoon et al., 2013). 천공장이 긴 발파공에서 단일장약을 사용할 경우, 상대적으로 긴 전색장으로 인해 발파공 상부 영역에서 폭발 에너지를 직접적으로 받지 못하는 부분에서 대괴가 발생할 수 있다. 따라서 분산장약 방식은 발파공 전체에 걸쳐 폭발 에너지를 균일하게 분배하고, 결과적으로 파쇄도를 개선하는 데 도움이 된다(Singh et al., 2012). 이 방식은 비산과 지반진동을 감소시키는 효과도 있다. 그러나 분산장약 공법은 뇌관 및 자재의 추가 사용으로 비용이 일부 증가하고, 장약과 전색, 결선 작업의 복잡성으로 인해 작업자의 전문성이 더욱 요구되는 공법이다.
4. 적정 매립재료 생산을 위한 발파설계
4.1 분산장약 및 포켓차지 공법 개요
Ayala et al.(1995)과 Gokhale(2010)는 암반의 상부층에 소량의 폭약을 추가하는 포켓차지(pocket charges)와 세틀라이트 차지(satellite charge)의 개선된 발파 방법의 기본 개념을 소개하였다(Fig. 3). 이 방법은 특정 영역의 파쇄도를 향상시킬 수 있다. Jang et al.(2023)은 이러한 포켓 차지 기술을 사용하여 모암보다 강한 덮개암인 caprock의 파쇄도를 개선하기 위한 최적의 벤치 발파설계를 제안하였다. 포켓차지 공법은 주 장약을 일부 분산시켜 발파의 에너지 효율을 증가시키는 동시에 비산 및 폭풍압을 최소화하기 위해 주 장약의 길이를 줄이는 개념이다. US Bureau of Reclamation(1991)에 따르면, 포켓 차지 사용으로 인해 전색장이 줄어들고 발파공의 밀폐성이 감소할 수 있다. 포켓 차지 적용은 추가 공정비용을 발생시키지만, 발파의 파쇄도가 불량할 경우 발생할 수 있는 2차 분쇄, 운송 및 파분쇄 효율 저하에 따른 잠재적인 추가 비용을 감소시킬 수 있으며, 이는 Oriard(1987)에 의해 논의된 바와 같이 포켓차지 수행에 따른 부수적인 추가 비용보다 절감되는 전체 발파 비용이 더욱 클 수 있다.
4.2 포켓차지 시뮬레이션
대규모 발파 작업에서 파쇄도를 향상시키기 위해 포켓차지 공법을 적용하면 발파 에너지의 효율적 분산이 가능하며, 암반의 손상 범위를 확대하여 전체적인 발파효율을 개선할 수 있다. 이 방법은 소량의 폭약을 사용함에도 불구하고 최적의 발파 효과와 경제적인 급속 시공을 가능하게 한다. 대규모 발파에서 포켓차지의 효과를 검증하기 위하여 ANSYS AUTODYN 프로그램을 사용한 시뮬레이션을 수행하였다.
가. 해석모델 형상
Jang et al.(2023)은 포켓차지를 전체 장약량의 5%만 적용하여도 상부 암반의 파쇄도가 15% 향상될 수 있음을 보고하였다. 또한, 이들은 최적의 분산 장약 위치를 상부 암반의 3/5 지점으로 제안하였다. 본 연구에서는 이러한 기존 연구를 참고하여 포켓차지 장약량을 주 장약의 5%에서 15% 사이로 설정하였으며, 포켓차지의 위치는 주장약장 상부와 기존 전색 영역의 중앙에 위치하도록 모델링하였다. Fig. 4와 Table 5는 해석 Case별 모델 형상 및 정보를 나타낸다.
Table 5.
Blasting design value for pocket charge simulation cases
나. 시뮬레이션 적용물성
해석에서는 ANSYS 프로그램의 Material Library에서 제공하는 자료를 사용하여 공기와 에멀젼 폭약의 물성을 결정하였다. 공기는 이상기체의 상태방정식(Equation of State, EoS)을 적용하였으며, 내부에너지에는 표준대기조건을 부여하였다.
Table 6은 암반의 물성을 나타낸다. 암반의 물성 결정에는 온도 변화를 고려하지 않는 선형 상태 방정식을 사용하였으며, 체적탄성계수와 전단탄성계수는 탄성론을 기반으로 입력하였다. Drucker-Prager 항복 함수를 이용하여 암석의 탄소성 거동을 모델링하였고, 암석의 일축압축강도 및 간접인장강도의 90%를 압축 및 인장 영역에서의 항복 지점으로 설정하였다. 암석의 파괴 기준으로는 주응력/주변형률 모델을 적용하였으며, 인장 주응력 파괴점으로 암석의 인장강도를 설정하고, 압축응력의 절반에 해당하는 전단응력을 기준으로 전단 파괴가 발생하도록 하였다. Table 7은 발파용 전색재료의 물성을 나타내며, 현장에서 통상적으로 사용되는 모래를 적용하였다. 상태방정식으로는 충격 EoS(Equation of State)를 적용하였으며, 이는 재료의 밀도(D), 탄성파 전파속도(c), 및 충격압에 따른 비체적 변화의 상수(s)에 관한 관계를 설명한다.
Table 6.
Mechanical properties of rock
| Specific gravity | Compressive strength (MPa) | Tensile strength (MPa) | Young’s modulus (GPa) | Poisson’s ratio |
| 2.65 | 200 | 5.0 | 54.5 | 0.15 |
Table 7.
Material properties of stemming part
| Materials | Density D (cm3) | Sound velocity c (m/s) | Coefficient s | EoS |
| Sand | 1.8 | 750 | 1.325 | shock |
Fig. 5는 적용된 각 물성을 반영한 시뮬레이션 모델의 형상을 보여준다. 이 모델은 발파공을 중심으로 한 2차원 회전 대칭 모델로 구성되었으며, 발파공 상부의 자유면을 제외한 나머지 외곽 영역에는 발파 에너지가 경계를 통해 자연스럽게 전달될 수 있도록 전달 경계(transmit boundary) 조건을 적용하여 해석을 수행하였다.
다. 해석 결과
본 연구에서 수행한 시뮬레이션 결과는 암반 모델의 손상 정도를 ‘Damage level’로 명시하여 표현하였고, 일반 발파 및 포켓차지 5%, 10%, 15% 적용 시의 효과를 비교하기 위해 시각화하였다(Fig. 6). 또한 Fig. 7에서는 이러한 각 경우에 따른 파쇄 체적을 비교한 결과를 그래프로 나타내었다. 해석 결과에 따르면, 주 장약의 5%에 해당하는 포켓차지를 적용했을 때 일반 발파 대비 약 14%의 파쇄 성능 향상을 보였으며, 10%의 포켓차지를 적용했을 때는 발파 파쇄가 약 20% 증가하였다. 포켓차지를 주 장약의 15%로 증가시켰을 때 파쇄 성능은 추가로 다소 향상되었으나 증가 폭은 크지 않았다. 실제 현장에서 포켓차지의 과다한 적용은 공발, 비산과 같은 발파 실패의 위험을 수반할 수 있으므로, 적정 포켓차지 장약량은 추후 시험 발파를 통해 추가로 검토될 필요가 있다. 또한, 천공장이 해석에서 설정한 수치보다 크게 증가할 경우 본 논문에서 제시한 포켓차지 설정값이 유효하지 않을 수 있다. 하지만 일반적으로 국내에서 수행되는 대발파의 경우, 천공장은 10m를 크게 벗어나지 않으므로 이러한 변화가 발파에 큰 문제를 일으키지는 않을 것으로 판단된다.
5. 결과 분석 및 토의
5.1 발파 과정 비교분석(일반장약 및 포켓차지)
본 연구에서 수행한 해석 결과, 일반 발파와 포켓 차지를 적용한 발파 시나리오에서 암석 파쇄 전파 과정이 상당한 차이를 보임을 명확히 드러냈다. Fig. 8(a)에서 관찰된 일반적인 발파 시나리오 하에서의 충격파는 기폭 직후부터 일정하게 공구 자유면 방향으로 확장되는 통상적인 전파 모델을 보여준다. 반면에, 포켓 차지 기법을 10% 추가적으로 적용한 Fig. 8(b)의 경우는 충격파의 전파가 훨씬 더 다양하고 복잡한 양상을 보여준다. 기폭 이후 약 0.5 밀리초(ms)에서 각각의 충격파가 주장약 부분과 포켓차지 부분에서 발생하여 서로를 향해 진행하다가, 0.8ms의 특정 시점에서 두 충격파가 서로 중첩되며 발생하는 상호작용은 발파공과 직교하는 방향으로 강화된 충격파의 확장을 유발하였다. 이러한 중첩된 충격파는 발파 효과를 극대화하여 보다 효율적인 암석 파괴를 가능하게 한다. 또한, 발파 과정이 거의 종료되는 1.8ms 시점에서 일반 장약과 포켓차지 케이스를 비교했을 때, 포켓차지 적용 케이스에서 발파 에너지가 보다 넓은 범위로 투사되는 양상을 나타내며, 이는 포켓 차지 기법이 통상적인 발파 방식에 비해 얼마나 에너지 분산을 효과적으로 증진시킬 수 있는지를 나타낸다.
Fig. 9는 기폭 이후 1ms 시점까지의 암반 파쇄 과정을 상세하게 보여주는 그림이다. Fig. 9(a)에서 볼 수 있는 일반장약의 경우, 발파공 하부의 기폭점에서 시작하여 발파공 입구 방향으로 진행하는 충격파에 의해 균열이 일정하게 확장되는 전형적인 형태를 나타낸다. 반면에, Fig. 9(b)에서는 포켓차지가 추가적으로 적용된 경우, 동시에 두 영역에서의 기폭 과정이 진행되면서 발파공 주변으로 더욱 세밀하고 광범위한 파쇄가 발생하는 것을 관찰할 수 있다. 특히, 발파 충격파가 중첩되는 약 0.8ms 시점에서는 균열이 훨씬 광범위하게 발생하며, 이는 충격파의 상호작용 및 중첩 메커니즘에 기인한다. 이러한 메커니즘은 포켓 차지를 통해 추가적인 충격파를 발생시키는 과정에서 나타나며, 이는 전체적인 파쇄 효율을 상당히 증가시키는 중요한 요인으로 작용한다.
Zhang(2016b)의 에어데크 발파방법 연구에 대한 내용을 참고하여 본 연구의 포켓차지 분산장약에 의한 충격파 전파와 상호작용에 대한 포괄적인 분석을 수행하였다. 장약의 충격파가 임피던스가 낮은 재료(가스 영역, A)에서 상대적으로 높은 임피던스를 가진 재료(전색 영역, B)로 이동할 때, 재료 B에서의 충격파 압력 PBt는 재료 A에서의 초기 충격파 압력 PA0보다 증가하는 것으로 관찰되었다(Fig. 10). 이 전달 과정에서, 충격파는 다음 식으로 계산된다(식 (1)).
여기서, ZB와 ZA는 각각 재료 B와 A의 충격 임피던스이며, V는 충격파의 속도이다. 충격파의 반사와 중첩에 의한 강화 역시 충격파의 전달 과정에서 중요한 역할을 한다. 재료 A로 반사된 충격파 PAr은 원래의 충격파 PA0와 중첩되어 더 강한 충격파를 형성하며, 이는 다음과 같이 표현된다(식 (2)).
여기서, R은 반사계수로서, 계산된다. 이 강화된 충격파는 재료 A 내에서 반복적으로 상호작용하며, 충격파의 작용이 강화되고 연장되어 암석의 파쇄 및 분할에 기여한다. 이 과정은 충격파의 에너지를 암석 파쇄에 더 효과적으로 활용하도록 돕는다. 일반장약을 적용한 경우의 충격파는 비교적 단순한 전파 경로를 보였으나, 포켓차지를 적용한 경우에는 더 복잡하고 확장된 충격파 전파 경로를 관찰할 수 있었다. 포켓차지의 사용은 충격파의 전파 경로를 다양화하여 암석 파쇄 효과를 증가시켰으며, 이는 시뮬레이션 결과에서도 명확히 확인되었다.
5.2 포켓차지 상부 전색재료
포켓차지를 발파공 상부에 적용할 경우, 전색길이가 감소하는 경향을 보인다. 이는 충분한 전색길이가 확보되지 않을 때, 공발 및 비산과 같은 발파 실패 현상을 초래할 수 있는 위험 요소가 될 수 있다. 이에 대응하기 위해, 본 연구에서는 포켓차지 상부의 전색 영역에 더욱 효과적인 전색재료의 사용을 통해 결과를 분석하였다. 최근에는 새로운 형태의 발파 전색재료에 대한 연구가 활발히 진행되어 왔다. Ko et al.(2021)은 발파실험을 통해 모래전색 보다 13mm 잔골재 전색의 경우가 밀폐효과는 다소 떨어지지만 골재와 발파공벽과의 마찰력 증가에 의해 더욱 좋은 전색효과를 나타냈다고 하였다. 또한 Ko et al.(2022)에 따르면, 점성유체 기반의 발파전색재료가 기존 입상재료 대비 높은 밀폐성능을 나타냈으며, 모래를 이용한 전통적인 전색 방법과 비교하여 평균 파쇄입도가 60% 이상 감소했다는 결과를 보고하였다. 적절한 발파 전색재료는 뛰어난 발파공 밀폐 성능을 제공함으로써, 발파 효율성을 극대화하고 발파 관련 리스크를 현저히 줄일 수 있는 가능성을 제시한다.
Table 8은 통상적으로 사용되는 전색재료와 점성유체의 임피던스 값이 나열되어 있다(ASTM, 2018). 임피던스 차이가 상당히 클 경우, 충격압의 크기와 공 내에서 압력의 작용 시간이 증가할 수 있다. 점성유체의 임피던스 값은 모래의 두 배 이상이다. 또한 발파공 내의 유체 매체는 폭발하중에 대하여 비압축성을 나타내고 폭발 전달 성능이 우수하다. Table 9는 해석에 적용한 점성유체의 물성이다. Mie-Grüneisen 상태 방정식(EOS)이 적용되었다. 전색재료는 폭발에서 발생하는 에너지를 효과적으로 암석에 전달하기 위해 사용되는 재료로, 이들의 임피던스(저항성)가 폭발과의 상호작용을 결정짓는 중요한 요소이다. Mie-Grüneisen EOS를 활용하면 전색재료가 충격파와 상호 작용할 때의 물리적 변화를 정량적으로 모델링할 수 있다.
Table 8.
Impedance properties of the stemming materials
| Material | Density (kg/m3) | Sound speed (m/s) | Impedance [(kg/(s)=Rayls] |
| Air | 1 | 330 | 330 |
| Dry sand | 1,800 | 750 | 1.35 × 106 |
| Water | 1,000 | 1,480 | 1.48 × 106 |
| Viscous fluid | 1,600 | 2,050 | 3.28 × 106 |
Table 9.
Material properties of Viscous fluid stemming (Wu, 2015)
| Materials | Density D (cm3) | Sound velocity c (m/s) | Coefficient s | EoS |
| Viscous fluid | 1.6 | 2,050 | 5.324 | shock |
수치해석 모델에서 발파공 입구에 설치된 게이지를 통해 일반 전색인 모래와 점성유체 전색영역의 분출 속도를 비교 분석하였다(Table 10). 분출 속도가 상대적으로 낮다는 결과는 전색재료가 발파압력에 대한 저항성능이 뛰어나다는 것을 의미한다. 폭발 후, 전색 영역에서의 초기 분출은 모래의 경우 폭발 1.9ms 후에 시작된 반면, 점성유체는 2.2ms에 시작되었으며, 점성유체의 초기 분출 속도는 모래 전색에 비해 80% 수준으로 상대적으로 느렸다. 이는 점성유체가 모래에 비해 폭발에너지를 효율적으로 흡수하고 더 늦게 에너지를 방출함을 나타내며, 폭발 하중을 관리하는 데 있어서 점성유체의 우수한 전색 성능을 입증한다.
Table 10.
Results of stemming material ejection rate analysis
| Stemming material | Initial ejecting time (ms) | Initial ejecting velocity (m/s) | Relative blockage performance |
| Dry Sand | 1.9 | 225 | 1.00 |
| Viscous fluid | 2.2 | 180 | 1.25 |
 |  | ||
5.3 천공장 증가에 따른 발파효과 분석
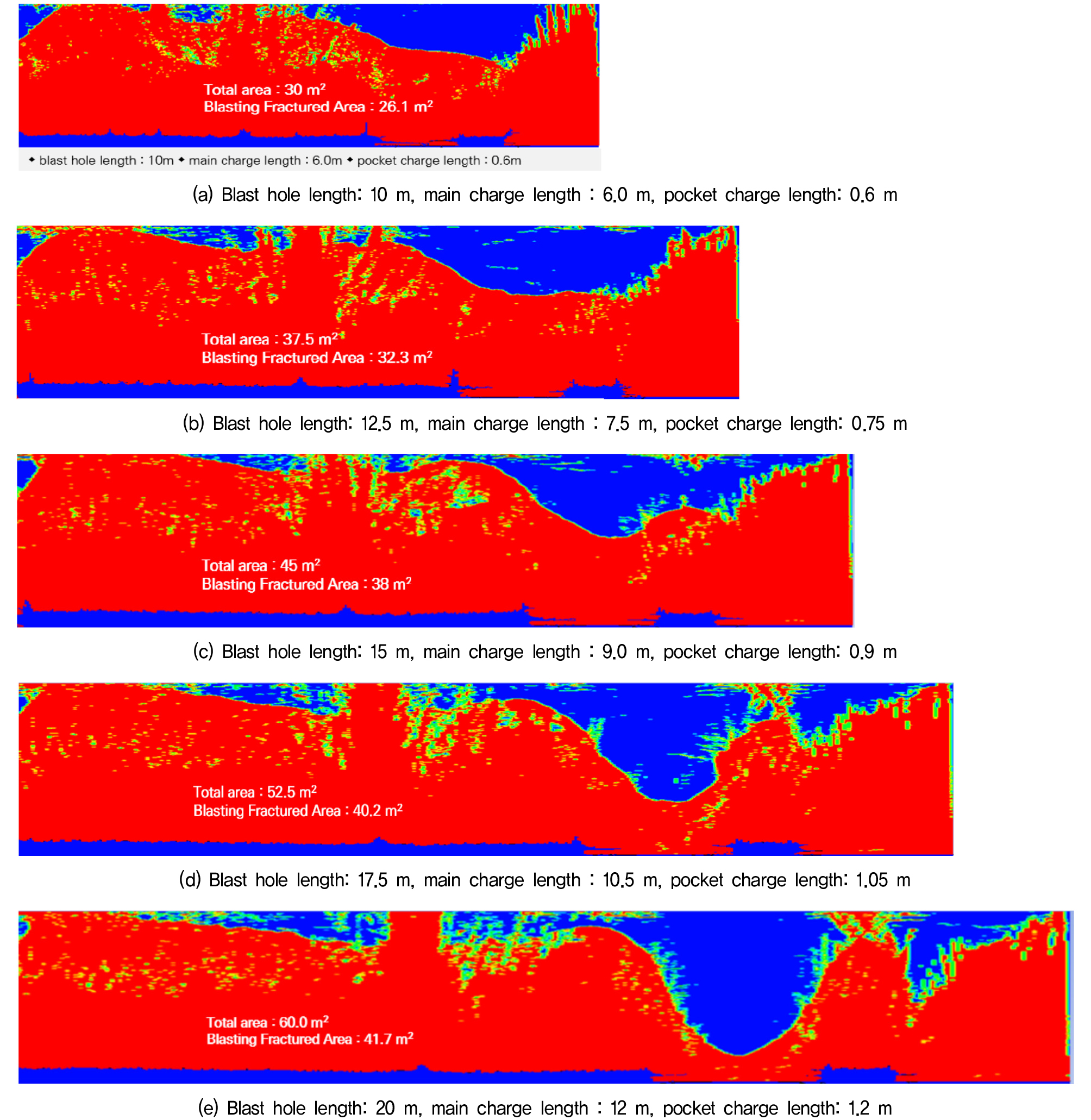
포켓차지 발파의 효과가 어느 정도의 천공장까지 유효한지를 확인하기 위해, 천공장 10m에서 20m까지의 시뮬레이션을 추가로 수행하였다(주장약은 천공장의 60%, 포켓차징은 주장약의 10%, 천공장 증가와 동일 비율로 장약장 증가). 발파 효과는 전체 암반 면적에서 파쇄된 암반 면적의 비율로 분석하였으며, 발파공 하부의 바닥 영역은 포켓차지 효과 분석에서 제외하였다. Fig. 11(a)의 10m 천공장에서는 전체 암반 면적의 약 87%가 파쇄되었으며, Fig. 11(c)의 15m에서는 84%로 소폭 감소하였다. Fig. 11(d)의 천공장 17.5m에서는 포켓차지의 효과가 크게 감소하기 시작하였고, Fig. 11(e) 20m에서는 중첩 파쇄 효과가 거의 나타나지 않았다. 따라서 76mm 천공경을 기준으로 할 때, 포켓차지를 적용하기 위한 적정 천공장은 15m 이하로 유지되어야 하며, 천공장을 15m 이상으로 설계할 경우 천공경의 증가를 동시에 고려해야 할 것으로 판단된다.
5.4 포켓차지 현장적용에 대한 제언
포켓차지 기술의 효율성은 이미 입증되었음에도 불구하고, 이 기술의 발파 현장에서의 적용은 주로 작업의 복잡성과 상대적으로 높은 비용 때문에 제한적이었다. 포켓차지는 폭약을 발파공 내에서 계획적으로 분산 배치함으로써 충격파의 전달 효율을 증대시키고, 결과적으로 암석을 보다 효과적으로 파쇄할 수 있는 잠재력을 제공한다. 그러나 이 기술을 현장에 효과적으로 적용하기 위해서는 정밀한 계획과 세심한 설계가 필수적이며, 이는 전통적인 발파 방법에 비해 상당한 추가 인력과 시간을 요구한다. 더욱이, 포켓차지를 적용하기 위해서는 일반 발파 기법에 비해 추가적인 폭약과 뇌관이 필요하다는 점도 비용 증가의 주된 요인이 되었다. 이러한 초기 투자 비용과 작업의 복잡성은 많은 발파 현장에서 이 기술의 채택을 주저하게 만든 주요 원인이었다.
“Mine to mill”은 광산에서의 발파효율이 전체 후속 공정의 비용에 직접적인 영향을 미친다는 개념이다. 이 이론은 대규모 해양매립 발파프로젝트와 같은 현장에도 적용될 수 있으며, 이는 매립재료 생산을 위한 1차 공정인 발파에서 생성된 암석의 파쇄도가 높으면 후속 단계에서 요구되는 에너지와 시간이 절감될 수 있다는 의미이다. 이에 따라, 향후 수행 예정인 대형 발파프로젝트에서는 포켓차지와 같은 분산장약 공법을 적용하는 것은 중요하며, 이 공법은 암석을 더 작은 조각으로 균일하게 파쇄하여 매립과 다짐 과정의 효율을 높이고, 전체 프로젝트의 경제성을 향상시킬 수 있을 것이다. 비록 초기 비용과 작업의 복잡성은 높지만, 장기적인 경제성과 효율성을 고려하면 포켓차지의 적용은 매우 타당한 접근 방식이라고 판단된다.

초대형 발파 현장에서 포켓차지 공법을 효과적으로 적용하고 발파의 결과를 최적화하기 위해서는 세 가지 첨단 시스템의 도입이 필수적이다(Table 11). 이는 단순히 효율성을 높이는 것을 넘어서, 안전과 경제성을 근본적으로 개선하는 중추적인 역할을 수행한다. 현재 개발이 완료되거나 도입 중인 전자뇌관, 스마트 천공 시스템, 기계식 자동 장약 시스템과 같은 첨단 기술들은 기존의 전통적 발파 방식에서 나타난 작업의 복잡성, 경제성 문제, 그리고 안전 문제를 근본적으로 해결할 수 있는 효과적인 방안을 제공한다. 특히, 전자뇌관을 활용한 전자발파 시스템은 높은 시차 정밀성을 바탕으로 기존 발파 대비 약 30% 향상된 파쇄도를 달성할 수 있으며, 이는 작업공정에서 보다 효율적인 활용을 가능하게 한다. 또한 다양한 디지털 액세서리와의 연동을 통해 사용자의 작업 효율을 대폭 향상시키는 동시에 발파 프로세스의 정밀도를 높인다. 스마트 천공 시스템은 휴먼에러를 방지하며 발파 현장에서의 천공작업 속도와 정확도를 현저히 향상시켜, 프로젝트 시간과 비용을 절감하는데 기여한다. 자동장약 시스템은 위험작업인 폭약 장전작업을 최소한의 인원으로 수행할 수 있게 하여 작업의 안전성을 대폭 향상시키는 동시에, 현장에서 성능이 우수하고 효율적인 벌크 폭약을 안정적으로 공급하고, 발파공의 장약 작업의 효율을 크게 개선할 수 있다. 이러한 첨단 시스템들의 도입은 발파 현장의 안전, 효율성 및 경제성을 획기적으로 개선할 수 있으며, 그 결과로 초대형 발파 프로젝트의 성공적인 수행을 보장할 수 있다.
Table 11.
Advanced blasting systems; enhancements and capabilities
6. 결 론
최적화된 발파 공사는 프로젝트 비용을 줄이고, 시간을 단축하며, 환경에 미치는 영향을 최소화하는데 직접적으로 연결되며, 이는 프로젝트의 성공을 보장하는 중요한 요소이다. 본 연구는 해양매립 대규모 발파공사에 포켓차지 공법을 도입하여 암 매립재료의 파쇄 효율성을 높이기 위한 방안을 분석하였다. 그 결론을 정리하면 다음과 같다.
(1) 대규모 발파 작업에서 파쇄도를 향상시키기 위해 포켓차지 공법을 적용하면 발파 에너지의 효율적 분산이 가능하며, 암반의 손상 범위를 확대하여 전체적인 효율을 개선할 수 있다.
(2) 포켓차지를 주 장약의 5% 사용했을 때, 일반 발파에 비해 파쇄 성능이 약 14% 향상되었고, 10%를 적용했을 때는 파쇄 성능이 20%까지 증가했다. 이 결과는 적은 양의 포켓차지만으로도 전체 발파 효과가 크게 개선될 수 있음을 보여준다.
(3) 포켓차지를 발파공 상부에 적용하는 경우, 필요한 전색길이가 부족할 가능성이 있다. 이를 방지하기 위해, 포켓차지 적용 시 밀폐성이 우수한 전색재료를 선정하고 해당 재료를 공사에 적용함으로써 발파 실패를 효과적으로 예방할 수 있다고 판단된다.
(4) 천공장 증가에 따른 포켓차지 발파의 효과를 확인한 결과, 76mm 천공경에서는 천공장 15m 이하에서 효과적이며, 15m를 초과할 경우 포켓차지 발파효과가 크게 감소하기 시작하였다.
(5) 포켓차지 공법을 현장에 적용하려면 ‘Mine to mill’ 개념을 통해 발파의 파쇄도가 후속 공정에 미치는 영향을 충분히 이해해야 한다. 또한, 이 공법의 효율을 극대화하고 우수한 결과를 달성하기 위해 전자발파, 스마트 천공, 기계식 자동 장약 시스템 등 첨단 기술을 도입하여 적절한 암 매립재료를 효과적으로 확보해야 할 것이다.
(6) 본 연구의 수치해석 결과는 대규모 발파 공사의 효율성을 향상시킬 수 있는 정보를 제공하나, 이론과 실제 현장의 차이를 고려할 때 현장에서의 검증 실험은 추후 요구될 것이다. 이러한 검증은 포켓차지 공법의 실용성을 강화하고 첨단 발파 기술의 현장 적용 가능성을 높이는 데 중요한 역할을 할 것이다.
